MOLDEADO POR INYECCIÓN
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero,cerámico o un metal en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en los Estados Unidos, la industria del plástico ha crecido a una tasa de 12 % anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.

UNIDAD DE INYECCIÓN
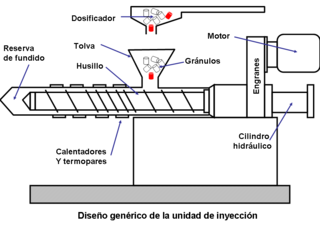
La función principal de la unidad de inyección es la de fundir, mezclar e inyectar el polímero. Para lograr esto se utilizan husillos de diferentes características según el polímero que se desea fundir. El estudio del proceso de fusión de un polímero en la unidad de inyección debe considerar tres condicionestermodinámicas:
- Las temperaturas de procesamiento del polímero.
- La capacidad calorífica del polímero Cp [cal/g °C].
- El calor latente de fusión, si el polímero es semicristalino.
El proceso de fusión necesita de un aumento de la temperatura del polímero, que resulta del calentamiento y la fricción de este con la cámara y el husillo. La fricción y esfuerzos cortantes son básicos para una fusión eficiente, dado que los polímeros no son buenos conductores de calor. Un incremento en temperatura disminuye la viscosidad del polímero fundido; lo mismo sucede al incrementar la velocidad de corte. Por ello ambos parámetros deben ser ajustados durante el proceso. Existen, además, cámaras y husillos fabricados con diferentes aleaciones de metales, para cada polímero, con el fin de evitar el desgaste, la corrosión o la degradación. Con algunas excepciones —como el PVC—, la mayoría de los plásticos pueden utilizarse en las mismas máquinas.
CICLO DE MOLDEO
En el ciclo de moldeo se distinguen 6 pasos principales (aunque algunos autores llegan a distinguir hasta 9 pasos):
- 1. Molde cerrado y vacío. La unidad de inyección carga material y se llena de polímero fundido.
- 2. Se inyecta el polímero abriéndose la válvula y, con el husillo que actúa como un pistón, se hace pasar el material a través de la boquilla hacia las cavidades del molde.
- 3. La presión se mantiene constante para lograr que la pieza tenga las dimensiones adecuadas, pues al enfriarse tiende a contraerse.
- 4. La presión se elimina. La válvula se cierra y el husillo gira para cargar material; al girar también retrocede.
- 5. La pieza en el molde termina de enfriarse (este tiempo es el más caro pues es largo e interrumpe el proceso continuo), la prensa libera la presión y el molde se abre; las barras expulsan la parte moldeada fuera de la cavidad.
- 6. La unidad de cierre vuelve a cerrar el molde y el ciclo puede reiniciarse.
PARA MAS INFORMACIÓN VISITA LAS PAGINAS DE LA PARTE SUPERIOR...